





Pochodzenie i jakość miedzi do produkcji boratynek w kontekście szacowania ilości monet wybijanych parą stempli
 Geneza powstania artykułu: „Któregoś dnia na forum TPZN przez przypadek zerknąłem do wątku o półtorakach i przeczytałem tam, że koledzy szacują wytrzymałość stempli do bicia półtoraków na około 10 tys. sztuk wybijanych monet. Coś mnie tknęło, bo przecież to ten sam okres historyczny /za Jana Kazimierza bito półtoraki równolegle z boratynkami/ ta sama, ręczna metoda bicia, stemple z tych samych materiałów, a różnica w wytrzymałości stempli do bicia boratynek 5-krotna. Musiałem więc porównać twardość półtoraka i boratynki. Pomogli specjaliści z uniwersytetu. Wyniki konsultowałem z fachowcami, którzy twardością metali się zajmują w praktyce. Tak doszedłem do szacowania wytrzymałości stempli, która okazała się 3-krotnie niższa od szacunków Wolskiego. Wyniki konsultowałem ze znanym polskim numizmatykiem, który nie miał zastrzeżeń co do moich szacunków. Mój artykuł to głos w dyskusji z forum TPZN, …a moje szacunki, no cóż, to zawsze jednak szacunki”.
Geneza powstania artykułu: „Któregoś dnia na forum TPZN przez przypadek zerknąłem do wątku o półtorakach i przeczytałem tam, że koledzy szacują wytrzymałość stempli do bicia półtoraków na około 10 tys. sztuk wybijanych monet. Coś mnie tknęło, bo przecież to ten sam okres historyczny /za Jana Kazimierza bito półtoraki równolegle z boratynkami/ ta sama, ręczna metoda bicia, stemple z tych samych materiałów, a różnica w wytrzymałości stempli do bicia boratynek 5-krotna. Musiałem więc porównać twardość półtoraka i boratynki. Pomogli specjaliści z uniwersytetu. Wyniki konsultowałem z fachowcami, którzy twardością metali się zajmują w praktyce. Tak doszedłem do szacowania wytrzymałości stempli, która okazała się 3-krotnie niższa od szacunków Wolskiego. Wyniki konsultowałem ze znanym polskim numizmatykiem, który nie miał zastrzeżeń co do moich szacunków. Mój artykuł to głos w dyskusji z forum TPZN, …a moje szacunki, no cóż, to zawsze jednak szacunki”.
Zdzisław Szuplewski
W imieniu autora i naszej redakcji zapraszamy do lektury artykułu.
Pochodzenie i jakość miedzi do produkcji boratynek w kontekście
szacowania ilości monet wybijanych parą stempli
1. Handel miedzią w XVII wieku
Zgodnie z ordynacją menniczą waga 1 miedzianego szeląga powinna wynosić 1,34 grama miedzi, a więc na wybicie oficjalnego nakładu 1570 milionów sztuk potrzeba około 2100 ton miedzi w ciągu 7 lat. Wiemy, że średnia waga szelągów jest niższa i na przykład w moim zbiorze wynosi 1,26 grama. Zakładając, że średnia waga szeląga została zaniżona tylko o 0,1 grama, to przy wybiciu całego nakładu „zaoszczędzono” około 160 ton miedzi. Z drugiej strony wiemy, że szelągi bito z oryginalnych stempli poza oficjalnymi rachunkami. Według szacunków wybito w ten sposób około 330 mln sztuk monet[1]. „Zaoszczędzonej” na wybijaniu szelągów niższej wagi miedzi nie wystarczyło do wybicia tych ponad 300 mln sztuk, a więc ilość potrzebnej miedzi należy zwiększyć o około 200 ton. Tak więc w sumie na potrzeby wybicia boratynek potrzebnych było około 2300 ton miedzi.
Jeszcze 100 lat wcześniej nie byłoby z tym najmniejszego problemu. W XVI wieku Kraków był czołowym w Europie rynkiem handlu miedzią. Miasto nazywano Domem Miedzi, należało do Hanzy i znakomitą większość miedzi wydobywanej na Słowacji sprzedawano w Krakowie, a następnie eksportowano do państw europejskich. Warto wspomnieć o spółce Ungarnischer Handel założonej przez Jana Thurzo i Jakoba Fuggera, która zdominowała górnictwo, hutnictwo i obrót miedzią w Europie w XVI wieku stając się ówcześnie największą spółką na świecie. Całość eksportu miedzi Wisłą przez Gdańsk w ciągu całej działalności spółki oblicza się na około 25 tysięcy ton[2]. W XVII wieku na skutek wyczerpywania się znanych pokładów rud miedzi na Słowacji oraz przemian politycznych, gospodarczych i społecznych główną rolę w wydobyciu i handlu miedzią przejęła Szwecja. Polska z eksportera stała się importerem miedzi. Największa kopalnia znajdowała się w miejscowości Falun. Nie tylko wydobywano tam rudę miedzi, ale na miejscu ją wzbogacano uzyskując zawartość miedzi sięgającą 90-95%. Tak wzbogaconą rudę transportowano do huty miedzi w miejscowości Avesta[3]. C. Wolski mylnie podał, że to kopalnia miedzi znajdowała się w Avescie[4]. Przy hucie w 1644 uruchomiono mennicę[5], która była odpowiedzialna za praktycznie całą produkcje miedzianych monet w Szwecji[6]. Dla produkcji boratynek ma to istotne znaczenie, gdyż huta produkowała nie tylko sztaby miedzi i blachy, ale również płatki/krążki/ monetarne. Stąd właśnie pochodziła większość miedzi sprowadzana do Polski na potrzeby bicia boratynek[7]. C. Wolski wymienia również Jenę w Turyngii i Górny Śląsk jako źródła dostaw miedzi na potrzeby produkcji boratynek[8]. Na ziemiach polskich miedź wydobywano w niewielkich ilościach w Tatrach, na Spiszu, w Miedziance niedaleko Chęcin i w Miedzianej Górze koło Kielc. W większości tych miejsc pracowano z przerwami, a wydobycie w niewielkiej skali stało na granicy opłacalności. Jedynie w Miedzianej Górze w omawianym okresie według szacunków geologów wydobycie oscylowało wokół 60 ton rocznie[9]. Wydobycie nie zaspokajało bieżących potrzeb krajowych i stąd import w tym również na potrzeby produkcji boratynek.
Ciekawym zagadnieniem jest odpowiedź na pytanie w jakiej formie odlewano miedź w hutach, a co za tym idzie w jaki sposób miedź hutniczą transportowano. Zazwyczaj archeolodzy odnajdują produkty wykonane z miedzi w postaci broni, narzędzi, naczyń i ozdób. Znaleziska miedzi hutniczej są bardzo rzadkie. Najstarszym sposobem odlewania miedzi było wykopanie dołu w ziemi do którego wlewano płynny stop. W efekcie powstawały odlewy w postaci „bochnów chleba”, takie jak na zdjęciu nr 1.

Ten odlew znaleziono w trakcie wykopalisk na Rynku Głównym w Krakowie w miejscu, gdzie stał budynek Wielkiej Wagi[10]. Wymiary odlewu 25 x 4,5 cm, jest datowany na XIV/XV wiek. Bardzo ważnym było odkrycie w 1969 roku w Zatoce Gdańskiej tzw. „Miedziowca” czyli statku handlowego, który zatonął w 1408 roku[11].

Miedź transportowano w postaci plastrów o wymiarach od kilkunastu do 50 cm i wadze od 3 do kilkunastu kilogramów. Można domniemywać, że handel miedzią w formie plastrow i blach utrzymał się do czasów powstania spółki Ugarnischer Handel. Spółka handlująca miedzią na wielką skalę w całej Europie wytapiała miedź w sztabach. Świadczy o tym znalezisko z Bańskiej Bystrzycy.

Jest to regularny blok o wymiarach 335 x 110 x 38 mm, który posiada znak spółki-trojząb i puncę. Obok sztab spółka odlewała również wlewki miedzi takie jak na poniższym zdjęciu, które pochodzą z odnalezionego wraku portugalskiego statku.

Bom Jesus, który zatonął w 1533 u wybrzeży Namibii z 22 tonami takich wlewek posiadających sygnatury spółki. Wrak statku odnaleziono w 2008 roku[12]. Sztaby i wlewki tak się w Europie upowszechniły, że po upadku spółki i przejęciu handlu miedzią przez Szwecję pozostały przedmiotem handlu. W kolejnych latach wraz z rozwojem hutnictwa pojawiła się szersza oferta hut dla klientów w postaci wymiarowych blach, szerokich pasów, prętów itd. Wyroby hutnicze transportowano wozami do portow szwedzkich, ładowano na statki i przez porty niemieckie Hamburg i Lubekę dostarczano do Gdańska skąd transportem wodnym lub wozami miedź docierała do mennic w Polsce.
2. Miedź miedzi nierówna
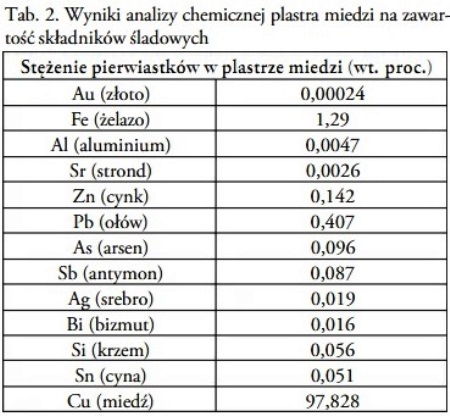
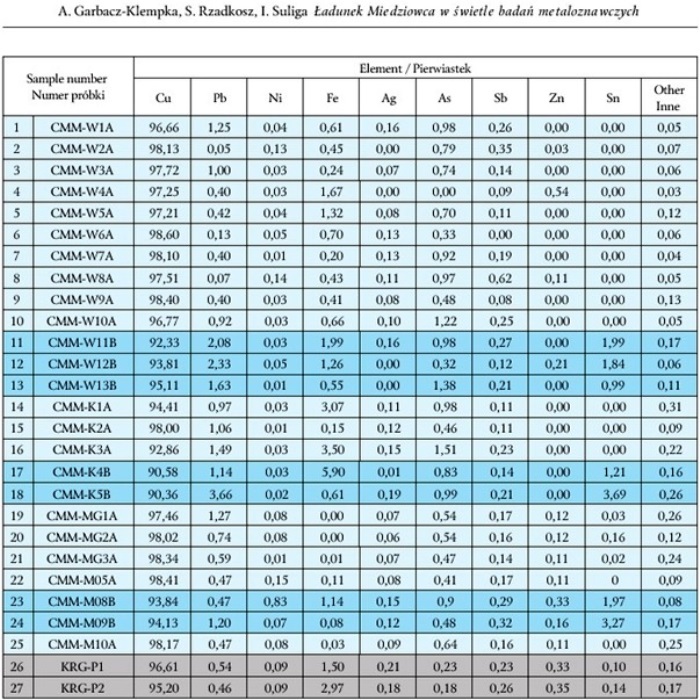
Dzięki badaniom znalezisk produktow hutniczych, o których wspomniałem wcześniej wiemy, że czystość miedzi wahała się wówczas od 90 do 98%. Dodatkowo ówczesny sposób wytopu powodował, ze praktycznie każdy wytop zawierał inną część miedzi w stopie. Wydawać by się mogło, że 2% różnicy w zawartości miedzi w stopie, to niewiele. Okazuje się jednak, że nawet niewielka zawartość innych metali ma istotny wpływ na właściwości fizyczne stopu. W kontekscie dyskusji o twardości krążków miedzi do bicia boratynek i wytrzymałości stempli ma to znaczenie fundamentalne. Niżej w tabeli pokazano różnice zawartości miedzi w plastrach znalezionych w Krakowie.
W tabeli pokazano jakimi metalami zanieczyszczony był plaster miedzi znaleziony w Krakowie w trakcie prac archeologicznych w miejscu dawnego budynku Wielkiej Wagi[13].
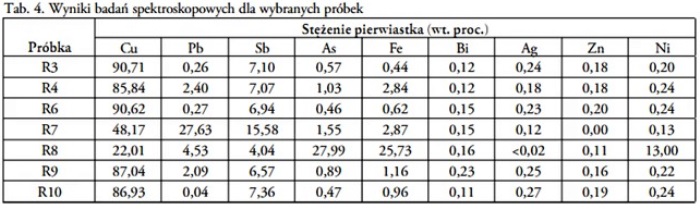
Dysponujemy również podobną analizą[14] plastrów miedzi z „Miedziowca” z początków XV wieku, o którym wcześniej wspominałem. Wynika z niej, że jakość plastrów eksportowanych była o wiele lepsza, bo zawartość miedzi w stopie oscylowała między 90 do nawet 98,60%. Wcześniej wspomniałem, że w połowie XVII wieku huta w szwedzkiej Avescie otrzymywała do przerobu miedź surową o zawartości miedzi w stopie od 90 do 95%. W hucie ją jeszcze wzbogacano, ale biorąc pod uwagę ówczesne możliwości techniczne prawdopodobnie stop nie przekraczał 99% miedzi.
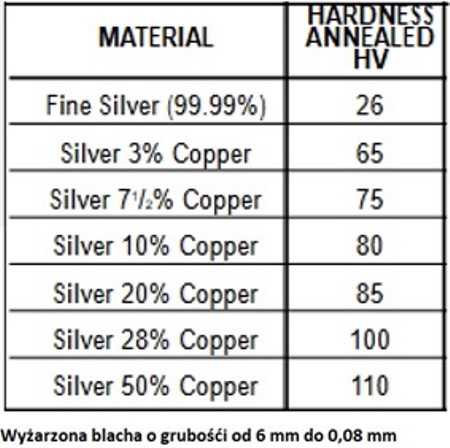
Dlaczego jakość stopu ma takie znaczenie ilustruje kolejna tabela pokazująca na przykładzie srebra jak zmieniają się właściwości stopu z domieszką nawet niewielkiej ilości miedzi[15]. Wystarczy dodać 3% miedzi, aby twardość stopu zwiększyła się ponad dwukrotnie. Obok jakości stopu istotne znaczenie w badaniach twardości ma to czy próbka była zmiękczana /wyżarzana/ przed badaniem. Bo na przykład stop czystej miedzi w stanie wyżarzonym ma twardość w zakresie 40-65 HV w jednostkach Vickersa, a miedź poddana obróbce na zimno posiada minimalną twardość 110 HV[16].
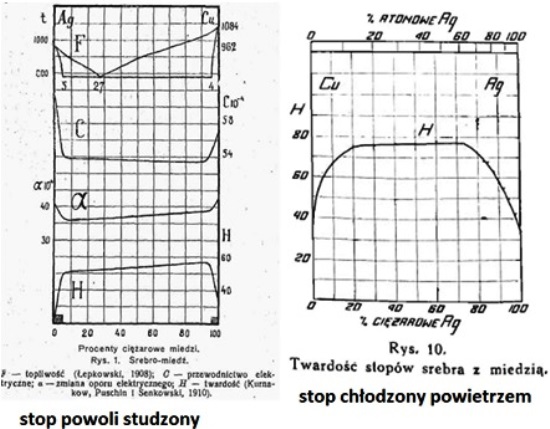
Aby jeszcze bardziej skomplikować odpowiedź na pytanie o twardość stopu dodam, że ważny jest również sposób wychładzania wyżarzonych próbek. Ilustrują ten problem dwie tabele[17] gdzie twardość stopu oznaczono jako H.
W tym miejscu konieczne jest dodanie zastrzeżenia, że wszystkie współczesne badania twardości stopów miedzi odnoszą się do miedzi o czystości 99.99% jaką znamy obecnie. Ten produkt pojawił się na przełomie XIX i XX wieku jako rezultat rewolucji naukowo -technicznej związanej z wynalezieniem elektryczności. To tzw. miedź elektrolityczna nieznana w XVII wieku. Warto wspomnieć, że na ziemiach polskich pierwsza miedź elektrolityczna wytopiona została dopiero około 1907 roku przez dr Stanisława Łaszczyńskiego[18]. Wyników współczesnych badań nie można przenosić do oceny stopów w XVII wieku, bo to przecież zupełnie różne stopy. Nie jesteśmy dzisiaj w stanie odtworzyć ówczesnych stopów miedzi, nie znamy dokładnej technologii wytwarzania krążków monetarnych. Wiemy, że cany były wyżarzane przed młotkowaniem albo walcowaniem blachy do odpowiedniej grubości. Z drugiej strony taka obróbka ponownie blachę utwardzała. Nie spotkałem się z informacją o ponownym zmiękczaniu krążków przed biciem monet w XVII wieku. Stąd nasze badania twardości krążków monetarnych muszą opierać się na badaniu wybitych wówczas monet.
3. Badanie twardości miedzianych szelągów Jana Kazimierza z lat 1659-66 dla ustalenia wytrzymałości pary stempli
Ręczna metoda wybijania monet znana była od wieków, ale wiek XVII był okresem schyłkowym tej metody. W mennicach pojawiły się pierwsze maszyny do walcowania blachy, do wykrawania krążków monetarnych i walce do produkcji monet. Sporo wiemy o organizacji pracy w mennicy, ale niewiele o wytrzymałości stempli. Wiemy, że przeciętnie stempel dolny wytrzymywał dwukrotnie dłużej niż górny. W literaturze często przywołuje się przykład weneckiego tornesello jako ilustrację wydajności stempli w średniowieczu. Dla tej monety zachowały się bowiem szczegółowe dane, z których wynika, że parą stempli wybijano około 17 tys. monet[19]. Kolejnym źródłem wiedzy jest archeologia eksperymentalna polegająca na odtworzeniu dawnych technik bicia monet, wyrobu stempli i zastosowania tych metod w praktyce. Taki sposób zastosowano do wyprodukowania stempli i bicia monety Edwarda Wyznawcy króla Anglii w XI wieku. Autorzy oszacowali wytrzymałość stempli na około 10 tys. monet[20].


Kolekcjonerzy półtoraków również szacują wytrzymałość stempli do bicia tych monet na około 10 tys. sztuk.

Monety były bite ze srebra bilonowego na przestrzeni kilkuset lat od XI do XVII wieku. Różnią się średnicą od 16 do 19 mm, ale nie miało to wpływu na wytrzymałość stempli, którą można określić na 10 tys. do kilkunastu tysięcy sztuk. Monety bito ręcznie wykorzystując żelazne, hartowane stemple. Tą samą metodą, takimi samymi stemplami wybijano w latach 1659-66 miedziane szelągi Jana Kazimierza.

Waga boratynek zgodnie z ordynacją powinna wynosić 1,34 grama, ale bito je al marco i w moim zbiorze ich waga waha się od 0,9 do 1,7 grama. Średnica oscyluje w granicach 16-17 mm. Wytrzymałość pary stempli do bicia tych monet C. Wolski oszacował w mennicy ujazdowskiej na ponad 50 tys. sztuk monet[21]. Pięciokrotnie więcej niż monet bilonowych. Rzeczywiście, jeśli dodamy oficjalną ilość wybitych w mennicy ujazdowskiej w latach 1659-61 szelągów koronnych, która wyniosła około 73,6 mln sztuk i wybitych w tej mennicy w latach 1660-61 szelągów litewskich, która wyniosła 90 mln sztuk, to otrzymamy w sumie 163,6 mln sztuk. Dzieląc tę wielkość przez 1500 zastanych w mennicy stempli dolnych /awersów/ otrzymamy około 109 tysięcy monet, czyli z pary stempli około 50 tys. monet. Problem w tym, że w mennicy ujazdowskiej wybito z oficjalnych stempli więcej monet niż przewidywał kontrakt. Wspominał o tym C. Wolski[22], a najnowszewyliczenia dr. Tomasza Markiewicza szacują te ponad kontraktoweilości w czasie pierwszej emisji na około 86 mln sztuk[23]. Tak więc w sumie wybito około 249,6 mln sztuk monet. Dzieląc tę wielkość przez około 1500 stempli awersu otrzymujemy 166400 monet na stempel dolny. Wątpię, aby stempel wytrzymał tyle uderzeń.
4. Stemple mennicze
Stemple do ręcznego bicia monet wykonywano z kutego żelaza i następnie je hartowano. Do wybicia monety potrzebne były 2 stemple. Stempel dolny z ostrym zakończeniem, który wbijano w drewniany pień i stempel górny, w który uderzano młotem. Zazwyczaj na stemplu dolnym odwzorowany był negatyw awersu, a na stemplu górnym negatyw rewersu monety. Wśród wielu kolekcjonerów panuje przekonanie, że wykonanie stempli, to był bardzo długi i żmudny proces, w którym rytownik rylcami tworzył wizerunki awersu i rewersu. W XVII wieku przy wykonywaniu stempli monet zdawkowych o prostej treści już tak nie było. Rytownicy przygotowywali punce portretu, orła, pogoni, liter i innych elementów treści monety, które następnie odbijano na rozhartowanej powierzchnistempla, który potem ponownie hartowano. Taki sposób wykonania stempla według prof. Borysa Paszkiewicza[24] był bardzo krótki i wynosił około 15 minut.

Jeśli powierzchnie stempli z negatywami awersu lub rewersu monety się zużyły, to je szlifowano i punce nabijano ponownie. Trzeba pamiętać, że T.L. Boratini kierował się zasadą maksymalizacji zysku polegającej na maksymalizacji przychodów i minimalizacji kosztów działalności mennic. Stąd właśnie zaniżanie wagi szelągów, iluzoryczna kontrola jakości wybijanych monet, a właściwie jej brak, bo tak wybite monety nie miały prawa znaleźć się w obiegu, a jednak mennice opuszczały.

Dlatego mam przekonanie graniczące z pewnością, że stemple regenerowano wielokrotnie. Moim zdaniem ilość około 1500 sztuk stempli dolnych zinwentaryzowanych w mennicy ujazdowskiej nie powinna być brana pod uwage do szacowania wytrzymałości stempli. Nie mamy żadnej pewności, że te 1500 stempli dolnych, to wszystkie stemple użyte od 1659 roku i ile razy były regenerowane.
5. Próba oszacowania wytrzymałości stempli do bicia boratynek
W związku z wątpliwościami dotyczącymi dotychczasowego szacowania wytrzymałości stempli postanowiłem sprawdzić czy te szacunki są poprawne metodą porównawczego badania twardości monet. Do badania wykorzystano półtoraka z 1626 roku w wadze 1,2 grama, grubości 0,5 mm i średnicy 19 mm oraz boratynkę o wadze 1,1 grama, grubości 0,7 mm i średnicy 16 mm. Badanie przeprowadzono w Laboratorium Inżynierii Mechanicznej Instytutu Inżynierii Mechanicznej na Wydziale Mechanicznym Uniwersytetu Zielonogórskiego. Wykonano 5 pomiarów twardości każdej monety. Wyniki zaprezentowane zostały w tabeli.
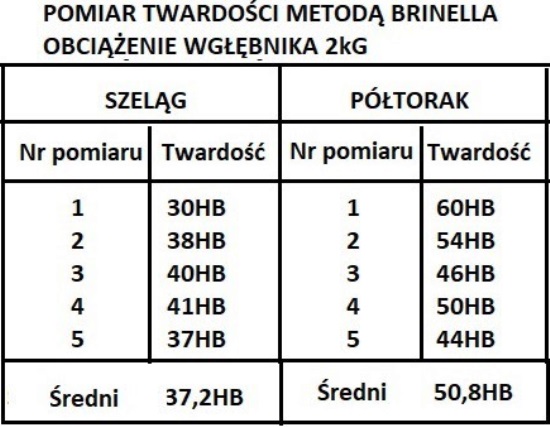
Pomiar wykazał, że twardość szeląga jest o około 27% niższa niż twardość półtoraka.
Bez materiałów źródłowych /takich jak te dotyczące weneckiego tornesello/ nie jesteśmy w stanie podać dokładnej liczby uderzeń, które wytrzymywały stemple do bicia boratynek. Na podstawie posiadanych danych możemy spróbować określić tę ilość metodą szacowania. Przypomnę, że szacowanie, to przybliżone określanie wartości jakiejś wielkości przy posiadaniu niepełnych danych, występowania zakłóceń lub stosowaniu uproszczonego modelu opisującego parametry.
I tak:
- badanie twardości metodą Brinella nie jest dokładne. Dlatego robi się kilka pomiarów w różnych miejscach na próbce i uśrednia wyniki.
- badanie twardości dotyczy konkretnego szeląga. Jak wykazałem wyżej w XVII wieku nie opanowano wytopu miedzi na tyle, aby każdy był o identycznym składzie. Zawartości miedzi w poszczególnych szelągachmoże się minimalnie różnić i mieć wpływ na twardość monety.
- skoro twardość szeląga jest niższa od twardości półtoraka o 27%, to to zgodnie z zasadą odwrotnej proporcjonalności wytrzymałość stempli do bicia miedzianych szelągów powinna być o tę wielkość wyższa. Zależność twartości i wytrzymałości nie jest liniowa, a ma postac krzywej. Specjaliści z firmy zajmujacej się badaniem twardości metali, z którymi konsultowałem ten temat wyjaśnili, że przy tak niewielkiej różnicy wskazań błąd ma charakter pomijalny.
- zależność między średnicą monety a wytrzymałością stempli. Pominąłem ten parametr wychodząc z założenia, że przy średnicach różniących się około 2,5-3 mm i niskich wymaganiach co do jakości monet nie ma on istotnego znaczenia. Ten parametr może mieć znaczenie, ale przy monetach o dużych różnicach średnic, wyższych nominałach i wymaganiach co do jakości monet.
- istnieje moim zdaniem zależność między trwałością stempli, a umiejetnosciami mincerzy i kontrolą jakości. Jeśli w mennicy funkcjonowała kontrola jakości, to mincerz bardziej się starał i uderzenia młotem o stempel były precyzyjniejsze, a co za tym idzie wytrzymałość stempli wzrastała. Na tej podstawie można przypuszczać, że wytrzymałość stempli w czasie pierwszej emisji boratynek była większa niż w drugiej emisji. Porównując wszystkie mennice, to najwyższa wytrzymałość stempli była w mennicy krakowskiej, a najniższa w mennicy oliwskiej. Można tak twierdzić na podstawie ilości destruktów z tych mennic.
Biorąc te zmienne pod uwagę można oszacować wytrzymałość pary stempli w przedziale od 15 do 20 tysięcy sztuk w zależności od mennicy. Inaczej mówiąc stempel dolny /awersu/ wytrzymywał maksymalnie około 40 tysięcy uderzeń, a stempel górny /rewersu/ maksymalnie około 20 tysięcy uderzeń/. Jest to ilość zdecydowanie niższa od szacunkow C. Wolskiego, ale moim zdaniem mieści się w ramach możliwości technicznych i materiałowych ręcznej metody bicia monet z uwzgledniemiem twardości krążków monetarnych. Im parametry na podstawie których szacuje się wielkości będą bardziej precyzyjne tym rezultat będzie bardziej zbliżony do rzeczywistości. Oczywiście odnalezienie wiarygodnych źródeł na ten temat mialoby znaczenie rozstrzygające. Dla lepszego poznania emisji boratynek zachęcam do badań i dyskusji na ten temat.
Zielona Góra, styczeń 2022
Zdzisław Szuplewski
Przypisy:
[1]Zdzisław Szuplewski. O wielkości emisji boratynek. Biuletyn Informacyjny TPZN nr 2/2021, str. 18
[2]Danuta Molenda. Eksploatacja rud miedzi i handel miedzią w Polsce w późnym średniowieczu i w początkach nowożytności /do 1795 r./ Przegląd Historyczny 80/4 1989 r. str.813
[3]http://extra.lansstyrelsen.se/ebh/Sv/Inventeringsrapporter/Falu%20gruva%20och%20tillh%C3%B6rande%20industrier.pdf
[4]Cezary Wolski. Miedziane szelągi Jana Kazimierza Wazy z lat 1659-1667. Lublin 2016, str. 90
[5]https://kulturnav.org/4bcbe71a-e642-439c-af91-cd9a26204827
[6]https://numismatik.se/2artiklar/KXI-koppar/KXIK.php
[7]Waldemar Brociek. Skąd pochodziła miedź do produkcji boratynek za panowania Jana Kazimierza. „Nummus” Ostrowieckie Zapiski Numizmatyczne. 1993, nr7, str. 3-5.
[8]C. Wolski. op. cit. str. 90
[9]Danuta Molenda. op. cit. str. 807
[10]https://www.academia.edu/13390299/Dzia%C5%82alno%C5%9B%C4%87_krakowskiej_Wielkiej_Wagi_w_kontek%C5%9Bcie_bada%C5%84_metaloznawczych._Th_e_Function_of_the_Great_Scales_in_Krak%C3%B3w_in_the_Context_of_Metal_Science
[11]https://depot.ceon.pl/bitstream/handle/123456789/6062/Miedziowiec_W.Ossowski_Badania%20Miedziowca_L. pdf?sequence=1
[12]https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjZkPPQ_rv1AhVOw4sKHT94BEoQFnoECAUQAQ&url=https%3A%2F%2Fwww.sazp.sk%2Fapp%2FcmsSiteBoxAttachment.php%3FID%3D1688%26cmsDataID%3D0&usg=AOvVaw0bKC-o2D722G6CvE8-0JHh
[13]https://www.academia.edu/13390299/Dzia%C5%82alno%C5%9B%C4%87_krakowskiej_Wielkiej_Wagi_w_kontek%C5%9Bcie_bada%C5%84_metaloznawczych._Th_e_Function_of_the_Great_Scales_in_Krak%C3%B3w_in_the_Context_of_Metal_Science
[14]https://docplayer.pl/48054933-The-copper-ship-miedziowiec-a-medieval-shipwreck-and-its-cargo-wrak-sredniowiecznego-statku-i-jego-ladunek.html str. 313
[15]https://www.thessco.nl/images/pdf/fichesthesscopag2.pdf
[16]https://copperalliance.pl/o-miedzi/miedz-stopy-miedzi/wlasciwosci/
[17]https://bcpw.bg.pw.edu.pl/Content/4100/Prace_zak%C5%82adu_metalurgicznego_PW_1933_t3_str46.pdf
[18]https://mnki.pl/pl/obiekt_tygodnia/2012/pokaz/161,miedz_elektrolityczna_wyprodukowana_w_miedziance__ok__1907_r_,6
[19]https://www.sciencesource.com/asset-management/2OPEBMUEP093?FR_=1&W=1920&H=927
[20]https://www.britnumsoc.org/publications/Digital%20BNJ/pdfs/1962_BNJ_31_10.pdf
[21]C. Wolski. op. cit. str.98
[22]C. Wolski. op. cit. str.64-67
[23]https://www.youtube.com/watch?v=hLR5iYgotmA
[24]https://www.youtube.com/watch?v=kNF8Cg-iIys